
Bridge Dehumidification
Bridge cable and structural dehumidification is a proven method for protecting critical bridge components from internal corrosion and long-term degradation. By continuously supplying dry, conditioned air into enclosed spaces such as main cables, anchor chambers, box girders, and other vulnerable elements, the internal relative humidity can be kept below the corrosion threshold of 40%. This extends the lifespan of key structural elements significantly and reduces the need for disruptive, high-cost repairs.
At EWG, we deliver complete, tailor-made dehumidification systems through our partnership between Belvent A/S and Davai Bridge & Tunnel — combining industry-leading ventilation engineering, mechanical fabrication, and installation experience on some of the world’s most complex bridges.
Plant Rooms, Injection & Circulation
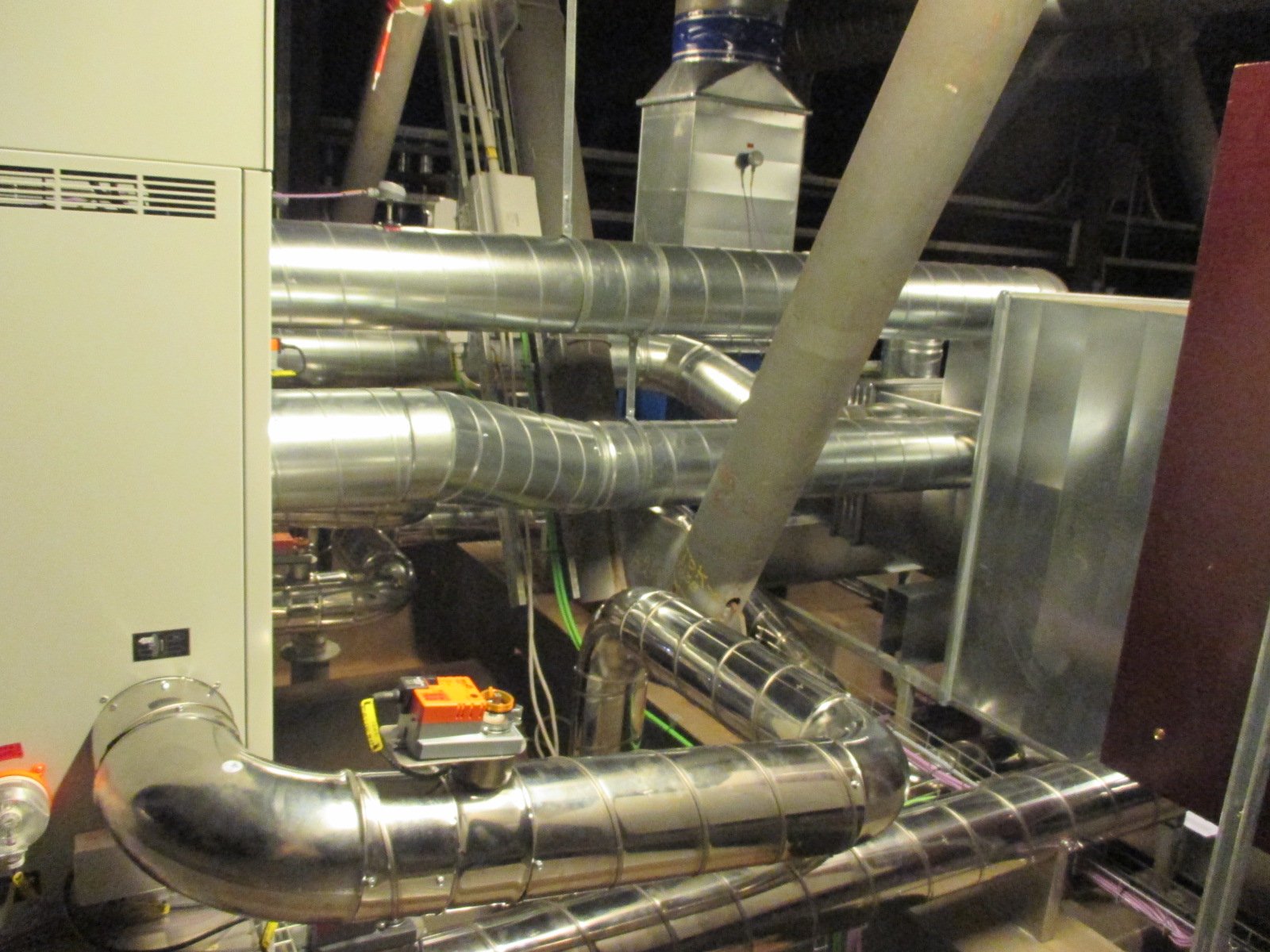
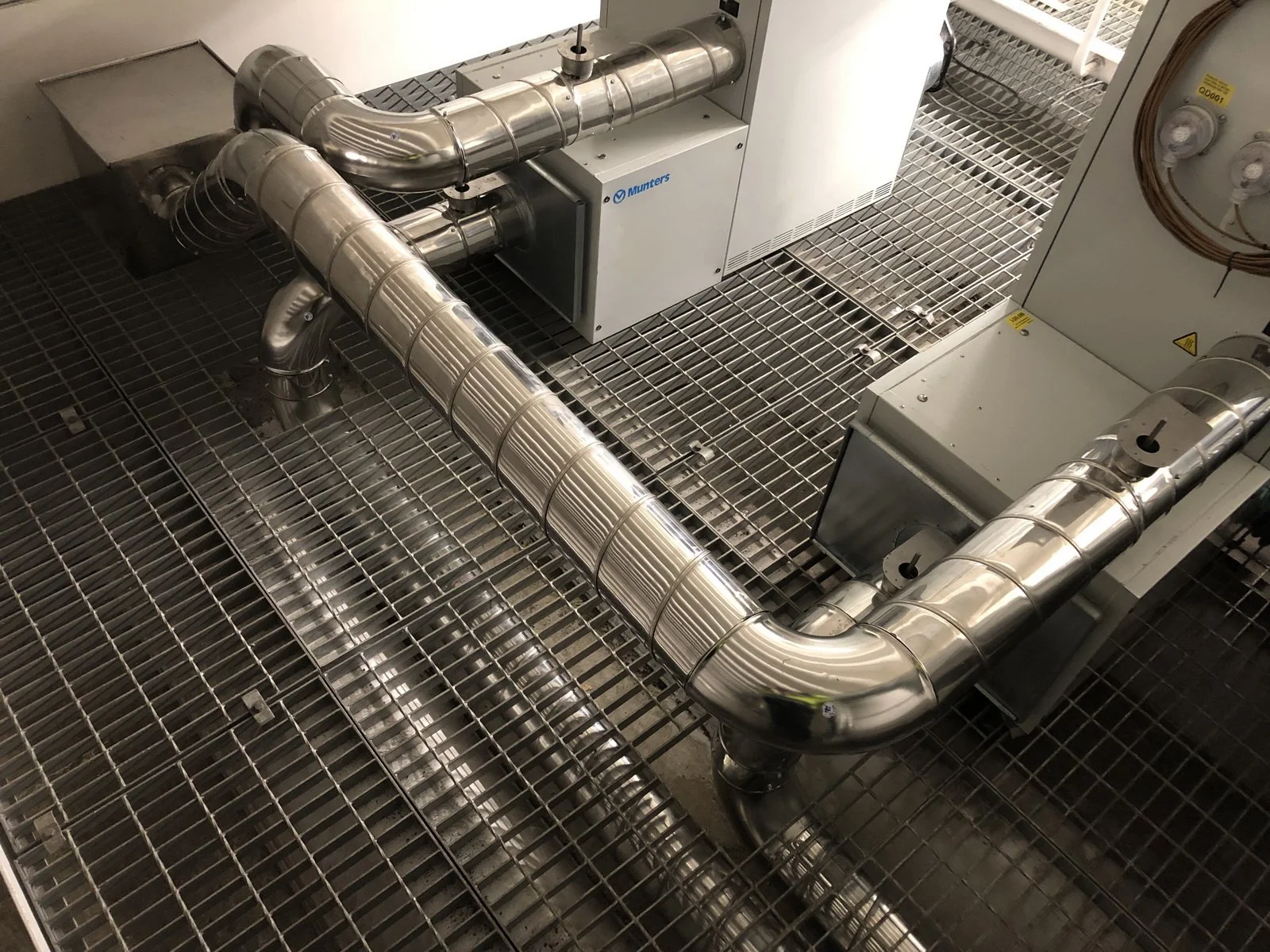
At the heart of any bridge dehumidification system lies the plant room, where dry air is generated, conditioned, and distributed across the bridge’s internal zones. Belvent/EWG designs and installs fully integrated plant room solutions featuring high-capacity desiccant dehumidifiers, injection blowers (typically operating at 2,000–3,000 Pa), and circulation fans that maintain steady airflow throughout the bridge structure. These systems ensure consistent air exchange in key areas such as main cables, box girders, expansion chambers, anchor houses, and deck voids.
Belvent’s exceptional expertise in pipework and air duct engineering is evident in every installation — from precision-formed galvanized or stainless steel ducts, to custom-fabricated manifolds and terminations. The systems include comprehensive instrumentation such as humidity, flow, velocity, pressure, and temperature sensors, all integrated into advanced SCADA platforms. With experience in Siemens, TREND, and various PLC architectures, EWG ensures robust automation, fault diagnostics, and real-time control, enabling these systems to function as the “lungs and heart” of the bridge — circulating dry, protective air like oxygen to the structure’s critical muscles.
These installations are not only built for performance, but also for maintainability and energy efficiency. Each system is tailored to the geometry, materials, and operational conditions of the specific bridge, making long-term durability and minimal intervention a core focus.













Injection & Exhaust Sleeves
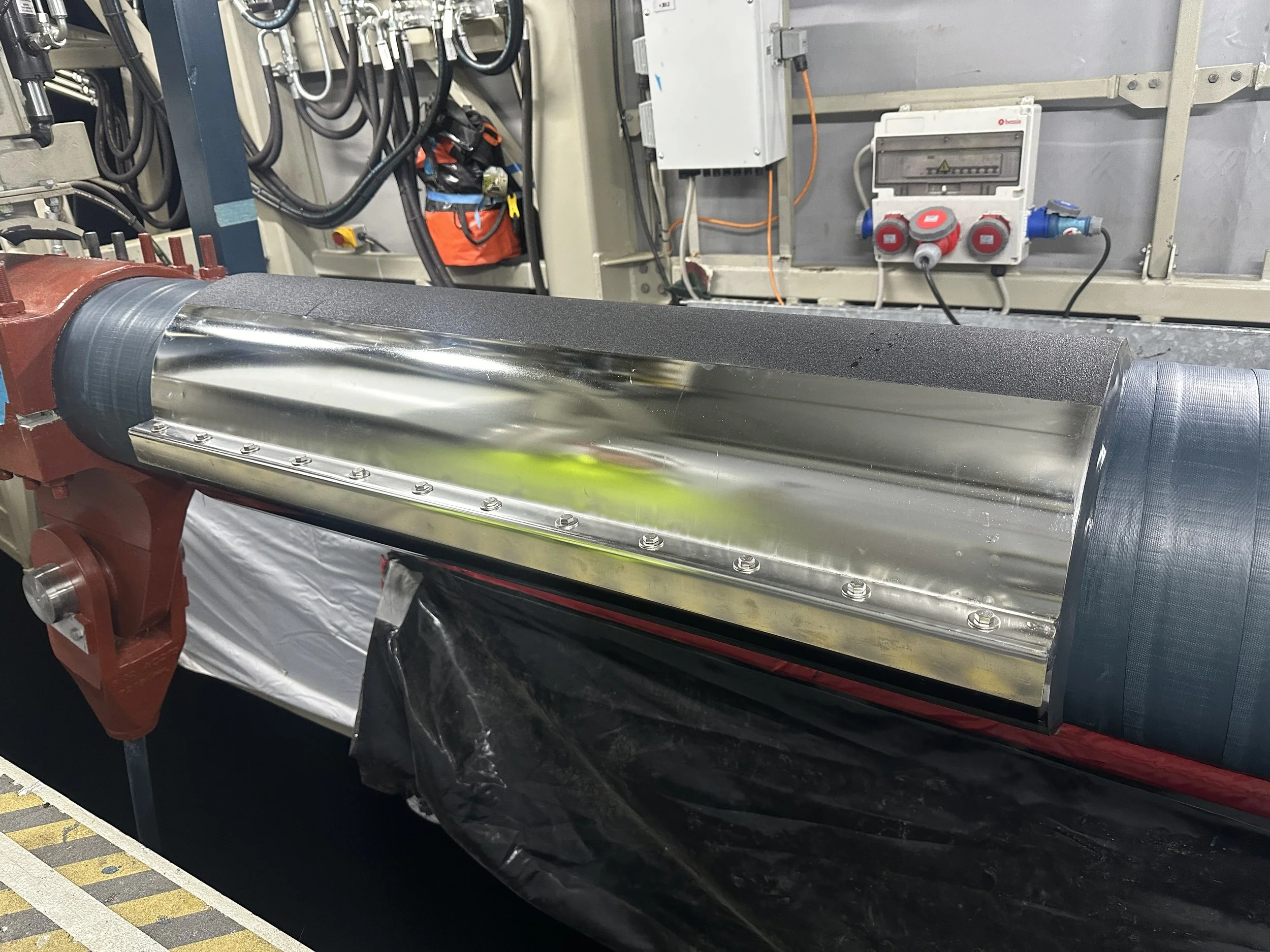
To ensure that dry air reaches deep into cable interiors, EWG supplies and installs custom injection and exhaust sleeves — the critical interface between the plant system and the structural elements. Our injection sleeves are precision-fabricated at Belvent’s workshop using in-house capabilities for cutting, bending, welding, rolling, and assembly, allowing for perfect integration with the bridge’s geometry. The sleeves are connected via flexible, insulated hoses to the main ducting network and inject dry air directly into the voids of the main cables.
What sets our systems apart is Belvent’s innovative closed-loop exhaust sleeve solution, which captures outgoing air from the cable and returns it to the box girder instead of releasing it into the ambient environment. This recirculation strategy offers dual benefits: it lowers energy consumption by reusing pre-conditioned air, and it increases measurement accuracy by avoiding distortion from wind and humidity fluctuations.
Each injection and exhaust point is monitored for air velocity, pressure, temperature, humidity, and moisture content, ensuring real-time data tracking and precise adjustment of airflow. The result is a smart, energy-efficient system that adapts to changing environmental conditions while maintaining consistent protection.










Factory Acceptance Testing - FAT
Before any system is shipped and installed on site, we conduct comprehensive Factory Acceptance Testing (FAT) to verify the functionality and integration of all mechanical, electrical, and control components. These tests simulate a fully operational miniature version of the final system, offering project stakeholders — including owners, consultants, and contractors — a hands-on opportunity to assess, adjust, and approve the design before deployment.
The FAT setup includes the dehumidifiers, fans, sensors, control panels, and SCADA interface that will be installed on-site, all operating together in controlled conditions. This process not only streamlines the subsequent installation and commissioning on the bridge, but also reduces risks, as potential issues can be addressed early and cost-effectively. In many cases, FAT serves as a valuable training platform for future maintenance staff, who gain familiarity with system operation before the bridge installation is complete.
Through our use of Factory Acceptance Testing, we ensure high reliability, smooth site implementation, and end-user confidence in the system’s long-term performance.
80 Ft. Factory Acceptance Test System for Högakustenbron (High Coast Bridge), Sweden. 2025.
40 Ft. Factory Acceptance Test System for Bømlabrua (Bømla Bridge), Norway. 2024.